ARBOR SPシリーズHMIによる工場品質管理・車両管理の効率化

ベトナムの飼料生産工場では、原材料の品質とトレーサビリティが非常に重要です。作業効率の最適化を目的に、同工場では ARBOR のパネルPC SP-120R-1J64 を車両管理システム、特に原材料サンプリングエリアに導入しました。本事例では、SP-120R-1J64 と RFID 技術の統合が、どのように業務の効率化と高品質維持に貢献したかを紹介します。
導入構成
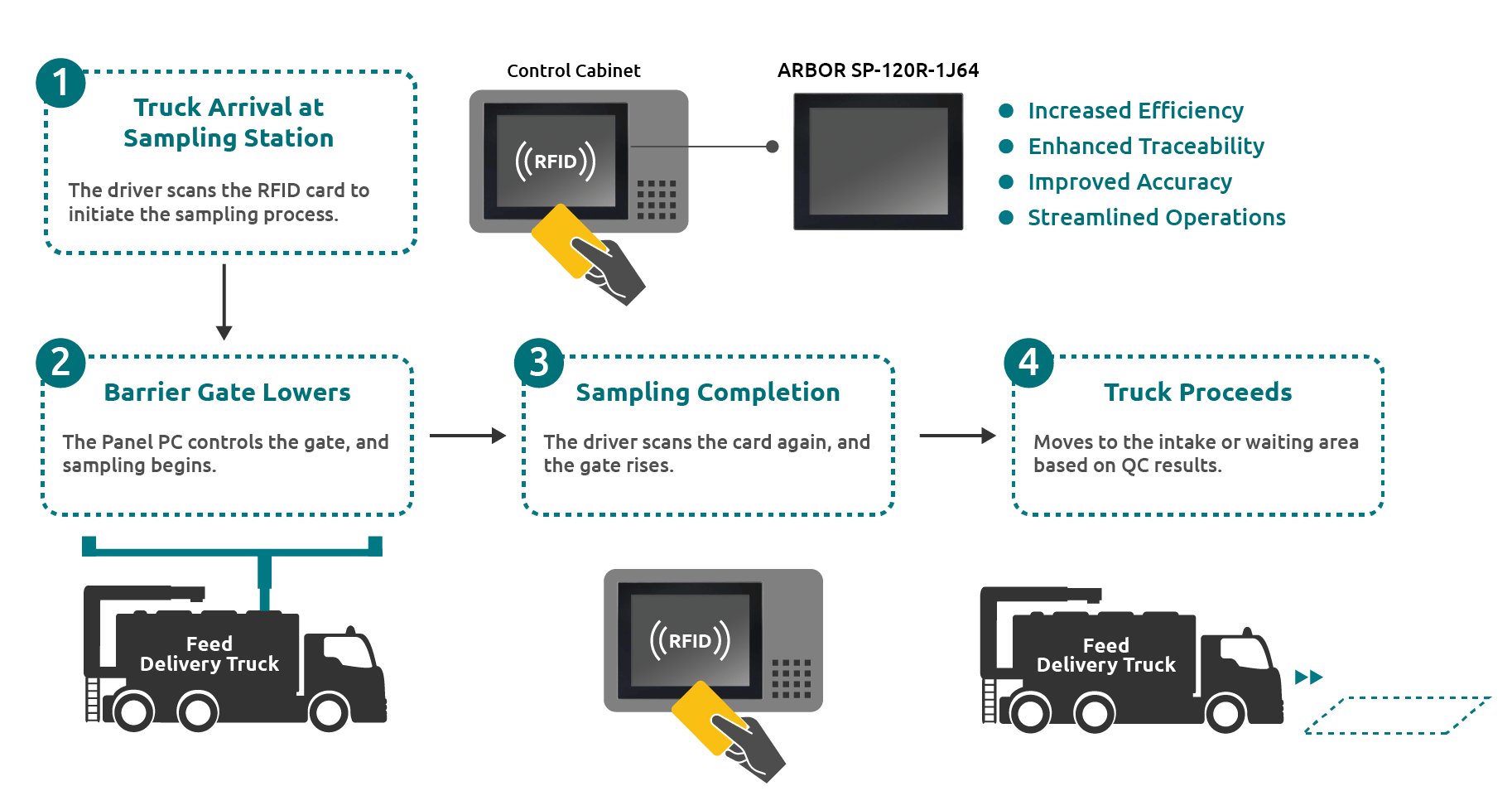
SP-120R-1J64 は、RFIDリーダー、通知用スピーカー、バリゲートを組み込んだ制御キャビネット内に設置されています。この構成により、原材料サンプリングエリアでの車両管理システムの端末として機能します。
トラックがサンプリングステーションに到着すると、ドライバーは RFID カードを使用してサンプリングプロセスを開始します。パネルPC でカードをスキャンすると、バリゲートが自動で降下し、サンプリング作業が開始されます。パネルPC は中央制御インターフェースとしてすべての作業を正確に記録、監視します。サンプリング完了後、ドライバーが再度カードをスキャンすると、バリゲートが上昇し、トラックは投入エリアまたは QC 結果が出るまでの待機エリアに進むことができます。
導入による効果
1. 効率向上:自動化によりサンプリング時間を短縮し、遅延を最小限に抑えて工場全体のスループットを改善。
2. トレーサビリティ強化:各トラックの移動履歴やサンプリングデータを記録、確認可能にし、生産プロセスの透明性と追跡性を確保。
3. 精度向上:サンプリング開始やバリゲート制御を自動化することでヒューマンエラーを低減し、厳格な品質基準を満たす原材料のみが生産ラインに投入されることを保証。
4. 業務効率化:パネルPC と RFID 技術の統合により、通知スピーカーでドライバーへの明確な指示とフィードバックをし、作業のスムーズな進行を支援。
導入成果
SP-120R-1J64 の活用により、原材料サンプリングプロセスの効率と信頼性が大幅に向上しました。車両管理システムとの統合によって、高品質管理の維持と運用効率の最適化が両立され、飼料生産現場における高度な品質管理と生産性向上を実現しています。本事例は、先進技術を活用して業界の要求に応え、高い品質基準を維持する重要性を示しています。